Our Aluminium
Experience luxury with our Signature Bathroom Door collection, crafted to elevate your space with sophistication and style. Designed with premium materials and exquisite finishes, these doors redefine elegance, adding a touch of opulence to your bathroom ambiance. Embrace the epitome of refinement with our Fortune Bathroom Door range, meticulously engineered for durability and functionality. Featuring innovative designs and customizable options, these doors blend seamlessly with any decor, promising longevity and aesthetic appeal. Transform your bathroom into a sanctuary of comfort and beauty with our meticulously curated selection of Signature and Fortune Bathroom Doors
Aluminium Production Process at Alumex





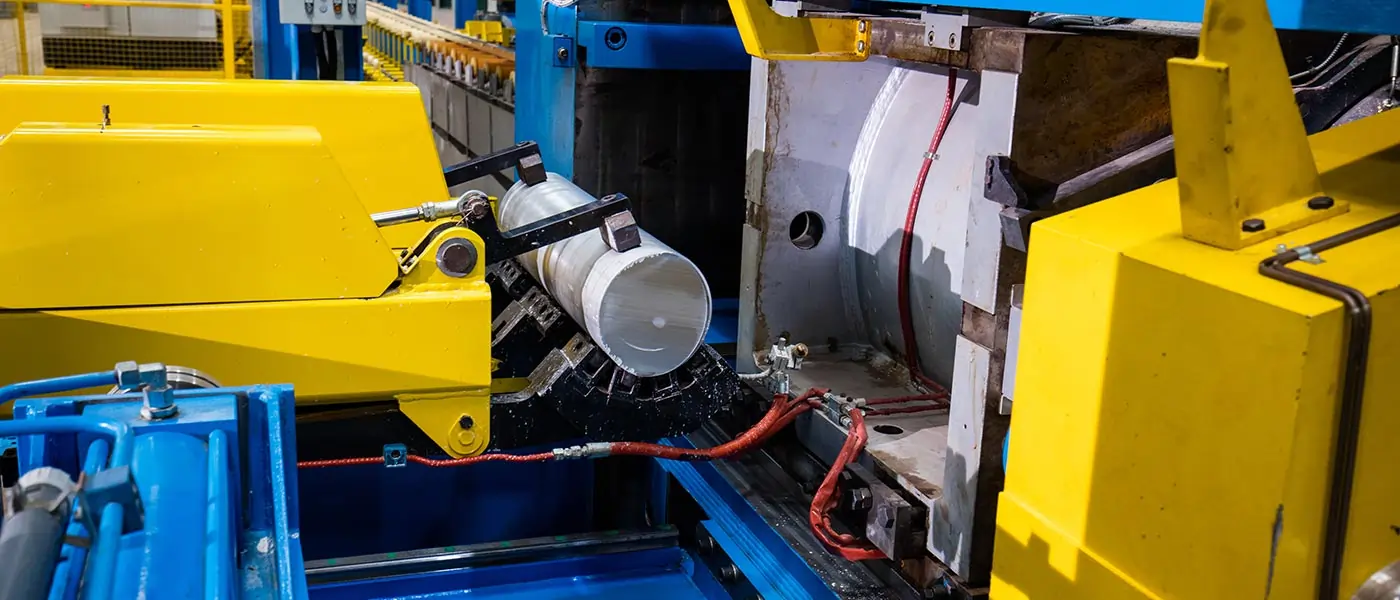





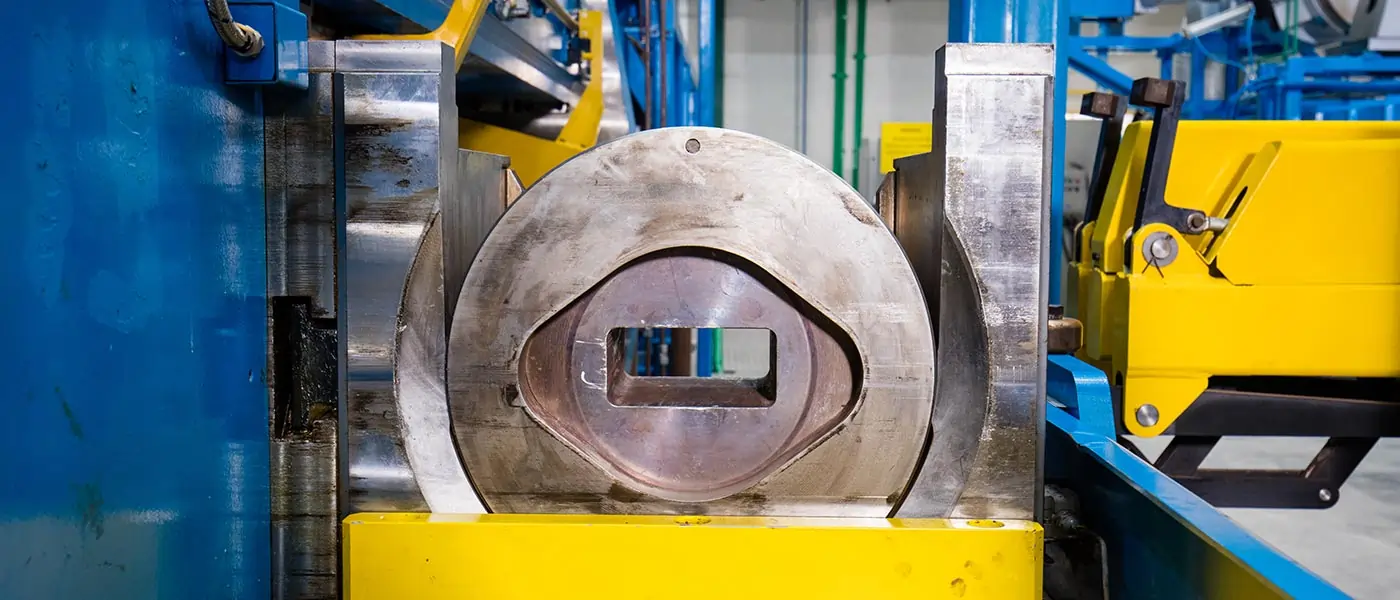


The production of aluminium extrusions starts with a billet, which is cut either from long imported Aluminium logs or logs produced in-house according to pre-defined specifications using pure Aluminium ingots, primary or secondary scraps. In the extrusion process, a certain pressure is applied on a heated billet which comes through a heated container through the die to produce a long profile. The die forms a crucial part of the production process to provide the correct flow pattern and accurate dimensions. Extruded profile is then cooled using chilled water or air. It is then stretched to achieve the required straightness and cut into standard lengths. These profiles are then aged at elevated temperatures to improve their mechanical strengths. Once completed, the basic extrusion form of ‘Mill Finished’ is achieved.
Decorative/protective surface finishes such as anodized, powder coated and wood effect are value added forms of Mill Finish profiles. Color, coating thickness, lengths and type of finishes are decided according to customer requirements.
Decorative/Protective Finishing Processes
Mill finish products
This is the basic form of the extruded Aluminium profile, having a raw, smooth Aluminium texture with mechanical strength and surface hardness. These products are widely used for pipes and hardware items.
Natural anodized Process
An accelerated and controlled protective layer is etched onto the mill finish surface using an electrolysis process. This process creates a uniform satin texture. The clear sealing process adds additional durability to prevent scratch marks. It is extremely durable for exterior applications including sea-side environments, particularly with a ‘high-micron’ coating.
Chemical polished Process
Profiles are submerged in a special chemical tank and a controlled ‘electrolysis’ process is performed to provide a fine smooth surface, which provides a mirror finish.
Powder coating Process
A polyester powder mixed with color pigments are ionized through a pressure gun and sprayed onto the chemically pre-treated mill finish profiles, which are earthed and hung on a conveyor. The profiles which pass through the polyester powder ‘cloud’ are then subjected to deposits of powder onto the profile in a controlled manner to give a uniform layer. This profile with the dry powder on its surface is then passed through an oven for curing. The cured colored powder provides a lush durable texture to the surface. Various types of powder and pigments provide a large range of colors, shades and gloss texture to choose from.
Bronze anodized Process
Has the natural anodized finish with all the durability and surface characteristics. Various bronze shades are available depending on customer requirements.
Wood Finish Process
This is a powder coated profile with a base colour to match the wood finish texture. The profile is wrapped in a textured film and passed through an oven to print wood finish surface texture. This process is called sublimation. Currently, Alumex offers three types of wood finish products, which resemble the Oak, Teak and Mahogany wood surfaces.
Quality Assurance






Quality control is a founding principle at Alumex, and our commitment to providing customers with the highest standard of quality and reliability for aluminium extruded products is reflected through the many accolades and certifications we have received as a company.
We ensure that everything is satisfactorily arranged by undergoing a quality control process inspection at each stage, ensuring that our customers receive products of the highest standards. As a result of these superior production processes, Alumex is the only Sri Lankan aluminium manufacturer to possess Qualicoat, Qualanod and Qualicoat SEASIDE international accreditations. Furthermore, Alumex is accredited as an ISO 9001:2015 and SLS certified company, as well as an approved applicator of Jotun, AkzoNobel & DGL (Dulux – Australia) with regards to all general and super durable powders with up to a 30-year warranty.
Alumex Facilities
At Alumex PLC, we have the capability to extrude any profile with a circumscribing diameter (CCD) of up to 260 mm. Our advanced extrusion plants are equipped with state-of-the-art Presezzi extruders, imported from Italy, ensuring top-notch precision and performance. These high-tech extruders are complemented by automated downstream equipment, long run-out tables, and Infrared/Bluetooth technology controls, which enhance operational efficiency and product consistency.
Extrusion Capabilities:
-
Total Capacity: 22,400 MT per annum
-
7”/8” Extruder: 12,800 MT per annum
-
7” Extruder & 6” Extruder: 9,600 MT per annum
-
Total Extruders: 3
-
Maximum Length: 11.9 meters (39 feet)
-
Maximum CCD: 260 mm
Our comprehensive extrusion capabilities allow us to meet the diverse needs of industries ranging from construction to automotive, ensuring high-quality aluminum profiles tailored to your specifications.

With the introduction of the SAT Travisan CUBE technology, Alumex is proud to be home to South Asia’s first vertical powder coating facility. This significant expansion has boosted our powder coating capacity to an impressive 1,450 MT per month. Additionally, we have achieved the esteemed QUALICOAT and QUALICOAT SEASIDE certifications, which confirm that our powder-coated products adhere to world-class quality standards.
Facilities Overview:
-
2 Horizontal Powder Coating Plants
-
1 Vertical Powder Coating Plant
-
1 Manual Powder Coating Plant
Key Capabilities:
-
Total Capacity: 16,600 MT annually
-
Maximum Length: 7.3 meters (24 feet)
-
Total Number of Powder Coating Plants: 4
Aluminum anodizing is a key process that enhances the natural oxide layer on aluminum surfaces, providing greater corrosion resistance, improved surface hardness, and a more polished appearance. At Alumex, we specialize in anodizing aluminum profiles, offering durable and aesthetically appealing finishes suitable for a wide range of industries, including construction and automotive. Our anodizing process not only strengthens and protects the aluminum but also provides the option for a variety of colors and textures, making it an excellent choice for customers who prioritize both functionality and design.
Key Specifications:
-
Total Capacity: 3,600 MT per annum
-
Maximum Length: 6.5 meters (21 feet)
Available Anodizing Colors:
-
Natural
-
Bronze
-
Black
-
Blue
-
Gold
With our anodizing services, we ensure that our aluminum products meet the highest standards of durability, quality, and visual appeal for various applications.
Our WoodEx process transforms aluminum profiles with stunning finishes that mimic the beauty of wood, marble, and granite. By integrating a robust protective coating with a decorative look, WoodEx serves as an exceptional alternative to traditional architectural materials. With outstanding weather resistance and minimal maintenance requirements, it stands out in performance and aesthetics. Each profile undergoes a meticulous process: starting with a powder-coated base color that complements the desired wood texture, the profile is then wrapped in a textured sublimation film and treated in an oven, allowing for sublimation to imprint a realistic wood finish. Currently, Alumex offers four distinct wood finish options, and this year, we are excited to introduce the new Jack color texture to our wood color range
Key Features:
-
Production Capacity: 2400 MT per annum across 2 Wood Finishing facilities.
-
Base Powders Used: Imported from Australia with a 25-year warranty.
-
Wood Sublimation Film: Sourced from Italy, backed by a 10-year warranty.
-
Final Product Warranty: We provide a comprehensive warranty of 5 years and 10 years, ensuring your investment is protected.
Alumex has produced a portfolio of over 480 customer designs, most of which are for different industry requirements. These include ladders, solar roof mounting structures, lorry/ bus bodies, rails, boat/shipbuilding, showcases, handrails, A/C diffusers, heat sinks, clamps and connectors, tower bolts, hinges, round tubes/ bars, equal/unequal angles, channels, square/rectangular tubes, glazing beads, brackets, tiles and carpet edgings, door handles, components for pantry cupboards, and customized designs suited to individual requirements.
Our components section contributes largely towards the growth of Alumex exports, as we cater to some of the most reputed aluminium product and tool brands in the world. Over the years, it is the consistency with which we provide exceptional quality products of international standards that has become the primary factor driving our international customers to commit to long-term partnerships with our brand.
International Standards
Quality Standards
- ISO 9001:2015
- Qualicoat, Qualicoat (Sea Side) and Qualanod
- ISO 1520 – Paints and varnish (Cupping test)
- ISO 2409 – Paints and varnish (Cross cut test)
- ISO 2808 – Paints and varnish (Determination of film thickness)
- ISO 2813 – Paints and varnish (Determination of specular gloss)
- ISO 2360 – Paints and varnish (Measurement of coating thickness)
- ISO 3668 – Paints and varnish (Visual comparison of the colour of paint)
- ISO 3696 – Water for analytical laboratory use
- ISO 3892 – Determination of coating mass per unit area
- BS 6496:1984 – powder coating application
- SLS 1410:2011 (Extrusion Aluminum alloy profiles for Architectural Application)
- BSEN 12020-1:2008 – Aluminium and aluminum alloy (Extruded precision profile in alloy 6060 and 6063)
- BSEN12020-2:2008 – Aluminium and aluminum alloy (tolerance on dimensions and form)
- BSEN 573-3:2009 – Aluminium and aluminum alloy (Chemical composition and form wrought product)
- BSEN 755-2:2009 – Aluminium and aluminum alloy (Mechanical Properties)
- Green Building Council of Sri Lanka – GREEN LABELED PRODUCT 2021-2024
Technical Standards for Alumex Extrusions
Description
Chemical Composition
Tensile Strength & Temper
Wall Thickness
Length
Test method
BSEN 515,BSEN 573,BSEN 755,BSEN 12020-2,SLS 1410
ISO 6892:2009
BS EN 12020-2
BS EN 12020-2
Standard
Primary Aluminum alloy BSEN 6063,6060 or an equivalent Silicon (0.35 – 0.45)% Magnesium (0.45 – 0.55)%, Iron 0.2% max, etc… or Alloy 6061, 6082.
Minimum 175 N/mm2 T1, T4, T5, T6, T66
CCD≤100 range ±0.15 / CCD≥100 range ±0.20
2m ≤ L ≤ 5m Length Tolerance is (+7mm to -0) & 5m < L ≤ 7m Length Tolerance is (+10mm to 0)
Technical Standards for Alumex Anodized Extrusions
Description
Film Thickness
Weight loss
Dye Spot
Test method
EN ISO 2360
BSEN ISO 3210
BS EN 12373-4
Standard
(10-15)μ, (15-20)μ (20-25)μ
Maximum loss of weight 30mg/dm2
Rating is ≤ 2
Technical Standards for Alumex Powder Coated Extrusions
Description
Dry Film Thickness
Gloss, initial,(angle 60°)
Crosshatch(2mm + tape)
Impact
Bend
Cupping
Indentation
Salt spray test
Test method
EN ISO 2360
ISO 2813
EN ISO 2409
EN ISO 6272
EN ISO 1519
EN ISO 1520
EN ISO 2815
EN ISO 9227
Standard
According to powder suplier’s Spec.
30 ± 5 , 70 ± 7, 100 ± 10
Cross cut rating GT0 Non of square of the lattice is detached
No detachment after tape pull adhesion test
No detachment after tape pull adhesion test
With stand Minimum 5mm with out any detachment from the substrate
Indentation resistance should be minimum 80 (αB>80)
No corrosion creep from the scratch (one side), after test, No blistering after test



Research and Development
With the advent of innovative technologies that have been introduced over time for aluminium extrusion, Alumex has diversified its research and development efforts in the realm of extrusion and architectural products. Research and development under the guidance of technical experts is an ongoing process at Alumex, for the continuous improvement of our products.
Our astute team of well experienced researchers and developers have made feasible enhancements in productivity by reducing the consumption cost and environmental impact of technologies utilized in aluminium extrusion.
At Alumex, R&D is also directed towards discovering technologies for extrusion that help in lowering cost while improving quality. To enhance the product delivery time, we employ a 3D printing process so as to reduce the probability of failures. New processes like aluminium welding, and profile bending for complex profiles have been introduced into the manufacturing process in order to offer value added services for specific customers.



FAQ
Is Aluminium ‘Environmentally Friendly’?
Yes. Whilst Aluminium requires a significant amount of energy to be produced initially, its high strength-to-weight ratio plays a crucial role in producing lighter vehicles and other forms of transport, and also reduces fuel consumption without compromising performance and safety.
The use of lightweight Aluminium components in a vehicle can save six to twelve times the energy taken in its construction. For other vehicles, such as trains, ferries and aircraft, the potential savings are even greater.
In the case of building and construction, the use of lightweight materials such as Aluminium can significantly reduce environmental impact and provide substantial reductions in energy consumption over the life of the building where it is then 100% recyclable.
Recycling of Aluminium?
Recycled Aluminium generally falls into two broad categories. New scrap resulting from a manufacturing process such as extrusion is often not contaminated and of known quality. This scrap is remelted and reprocessed with very little further treatment. Due to its high value, such scrap enjoys an almost 100% recycle rate.
Old scrap, such as that from beverage cans, building and transport is gathered and recycled via an efficient network of scrap metal merchants which sort and separate it from other metals such as iron and steel. This scrap is most usually remelted by secondary refiners into silicon based alloys used predominantly for Aluminium castings.
In Europe, recycling rates of Aluminium cans can reach up to 63% whilst rates from buildings and transport are higher again and 85% & 95% respectively.
As recycling of Aluminium requires only 5% of the initial energy consumed to create it, recycling one ton of Aluminium saves 5 tons of bauxite and 15,000 kilowatt hours of electricity, making excellent environmental and financial sense. Generally on average 75% of the global demand for Aluminium is met by recycled Aluminium.
How is Aluminium created?
Aluminium is created from Bauxite ore. The bauxite is refined to produce alumina. The alumina or Aluminium oxide is extracted via a chemical refining process known as the Bayer process resulting in a fine, white powder which is cooled and stored.
The Alumina is smelted to produce Aluminium. Widely known as the Hall-Heroult Process, smelting is a complex procedure which initially requires the oxygen content of the alumina to be removed. The alumina is dissolved into a molten solution called cryolite where it is subjected to an electric current of up to 320,000 amps depending on the smelter. The electric current causes a reaction forming Aluminium and carbon dioxide. The Aluminium in molten form is syphoned out and cast into either pure Aluminium or with the addition of other elements such as silicon, copper or magnesium to produce various alloys.
In what ways can Aluminium be finished?
What type of Aluminium alloys are there?
There are hundreds of commercially available Aluminium alloys controlled by an internationally agreed classification system. The choice of alloys provides a vast array of strength, corrosion resistance and workability options.
Generally, alloys fall into two broad categories of either wrought alloys, which are those strengthened by cold work hardening such as rolling and the heat treatable alloys where strength and properties are achieved by heat treatments of various complexity.
What are the advantages of Aluminium over steel?
In a wide range of applications, Aluminium holds many key advantages over steel. Its significantly higher strength to weight ratio allows more efficient use and greater spans, while its extrudability and machinability offer greater design flexibility. It also offers a wider range of finishing options and is aesthetically pleasing in high visibility applications. In addition it is far more durable in harsh environments, is available in precise tolerances and has a lower life cycle cost.
